Zerstörende Werkstoffprüfung (Mechanisch-technologische Werkstoffprüfung)
In unserem akkreditierten Prüflabor prüfen wir Bauteile mechanisch-technologisch für Sie – zum Beispiel, um Aussagen über die Eigenschaften von Werkstoffen zu treffen.


Bei der Zerstörenden Werkstoffprüfung, auch bekannt als mechanisch-technologische Werkstoffprüfung, werden Materialien auf bestimmte Eigenschaften geprüft und dabei so verändert, dass sie in der Regel nach der Prüfung nicht mehr eingesetzt werden können (im Gegensatz zur Zerstörungsfreien Werkstoffprüfung). Zerstörende Werkstoffprüfungen sind ein wichtiger Bereich der Qualitätssicherung, weil oft nur auf diesem Weg Aussagen über Materialeigenschaften wie zum Beispiel Festigkeit, Sprödigkeit, genaue Zusammensetzung und Verarbeitbarkeit getroffen werden können.
In unserem von der DAkkS nach DIN EN ISO/IEC 17025 akkreditierten Prüflabor (Akkreditierungsurkunde inkl. Anlage (PDF)) prüfen unsere Ingenieure Ihre Bauteile für Sie fachgerecht. Das geeignete Prüfverfahren wählen wir gemeinsam mit Ihnen aus, wobei wir darauf achten, das angestrebte Prüfziel zuverlässig und mit minimalem Aufwand zu erreichen. Unsere mechanischen Werkstätten verfügen dabei auch über die notwendige Ausrüstung, um normgerechte Proben herzustellen. Sprechen Sie uns an, wir freuen uns auf Ihre prüftechnische Herausforderung!
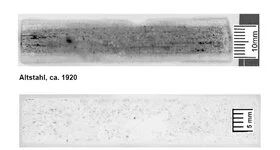
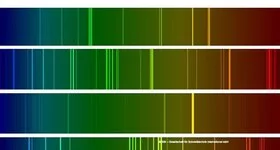
Gern führen wir auch Schweißeignungsanalysen für Sie durch: Wenn bestehende Stahlbaukonstruktionen ertüchtigt oder instandgesetzt werden müssen, stellt sich oft die Frage, ob dies auch mittels Schweißarbeiten erfolgen kann. Dann ist festzustellen, ob die Stähle nach aktuellem Kenntnisstand schweißtechnisch verarbeitet werden können. Um sicher eine Schweißeignung feststellen zu können, müssen mindestens eine Spektralanalyse, ein Baumannabdruck, ein Satz Kerbschlagbiegeversuche und eine Makroschliffprüfung erfolgen. Anhand der Ergebnisse dieser Prüfungen wird der Stahl als schweißgeeignet, bedingt schweißgeeignet (Schweißen mit besonderen Vorsichtsmaßnahmen) oder nicht schweißgeeignet eingestuft.
Für die Schweißeignungsanalyse muss in Abstimmung mit einem Statiker ein Probestück aus der bestehenden Konstruktion herausgetrennt werden. Die Größe dieses Probestücks ist u. a. abhängig von der Bauteilgeometrie und sollte im Vorfeld mit uns abgestimmt werden.